Mechanical interfaces
Conveyor heights, transfer gaps, product guides, access zones, floor loading and service clearances.
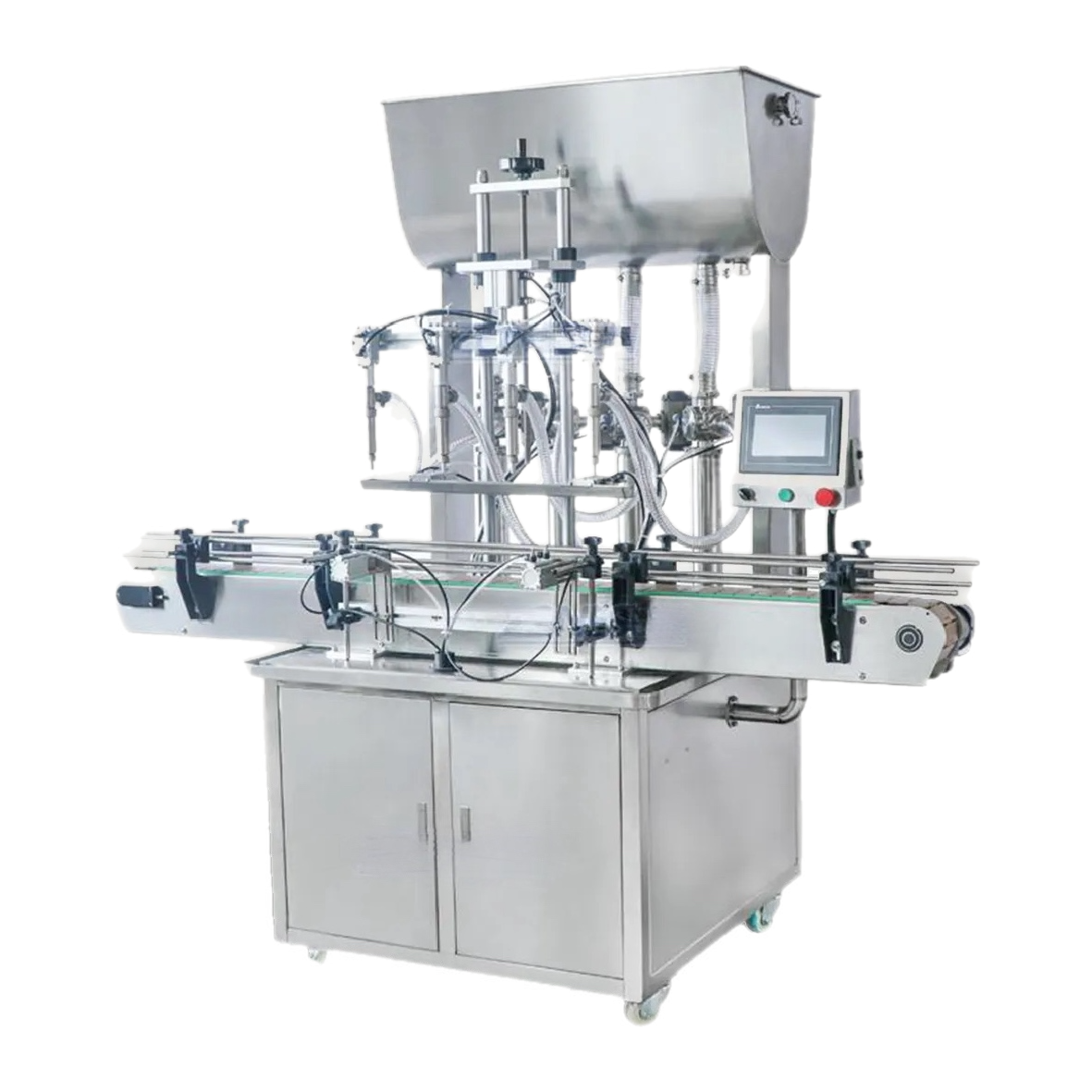
A cartoner should not be specified in isolation when it forms part of an automated bottle line. Product flow, accumulation, controls, safety and batch handling need one agreed line philosophy.

The exact sequence depends on the product, carton and regulatory requirements.
Conveyor heights, transfer gaps, product guides, access zones, floor loading and service clearances.
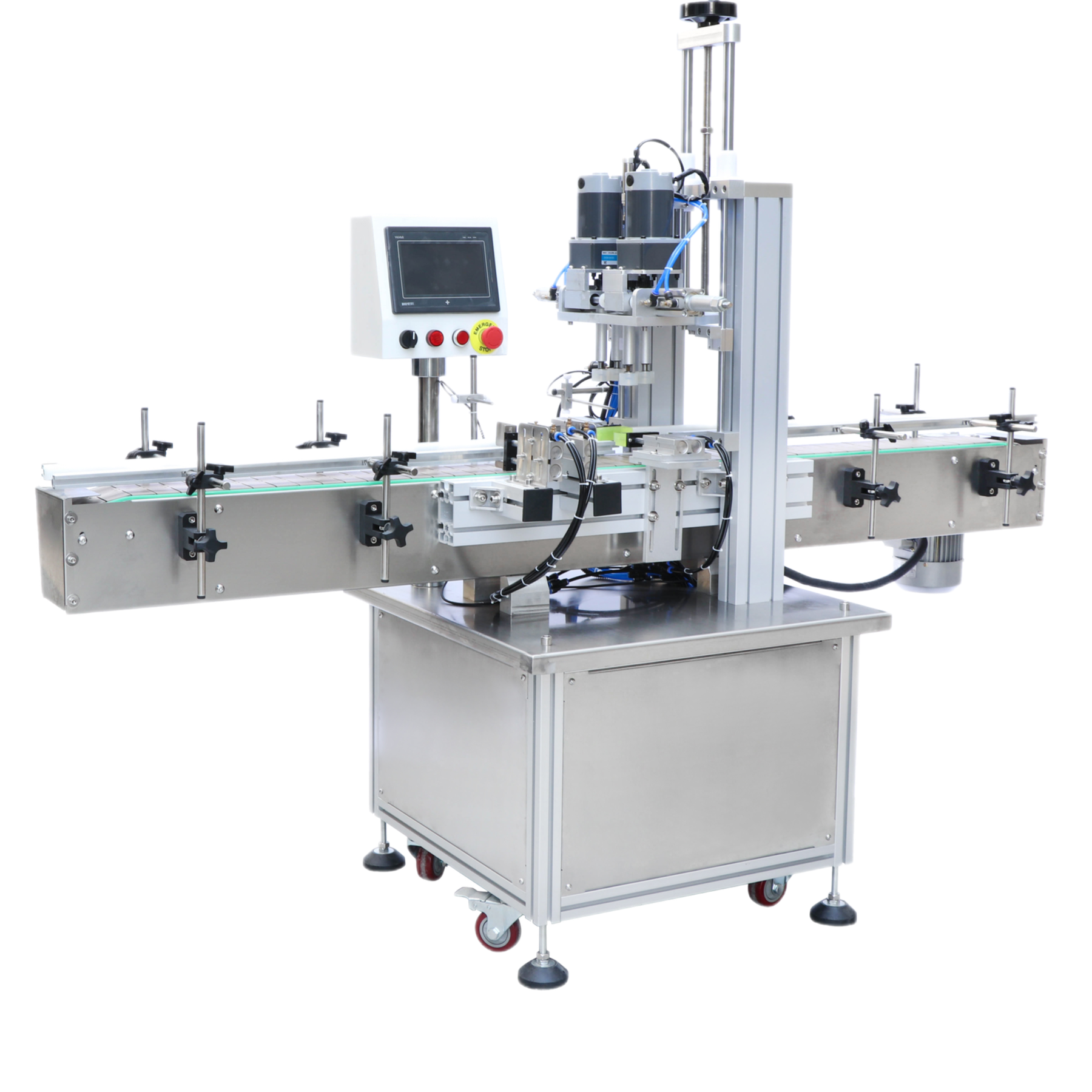
Ready, running, starved, blocked, fault, emergency-stop and production-data signals.
Sustainable rates, accumulation strategy, planned micro-stops and controlled upstream slowdown.
Guarding boundaries, interlocked access, safe isolation and responsibility across machine interfaces.
Potentially, subject to technical information, access to the required control signals, safety responsibilities and a survey of the existing line.
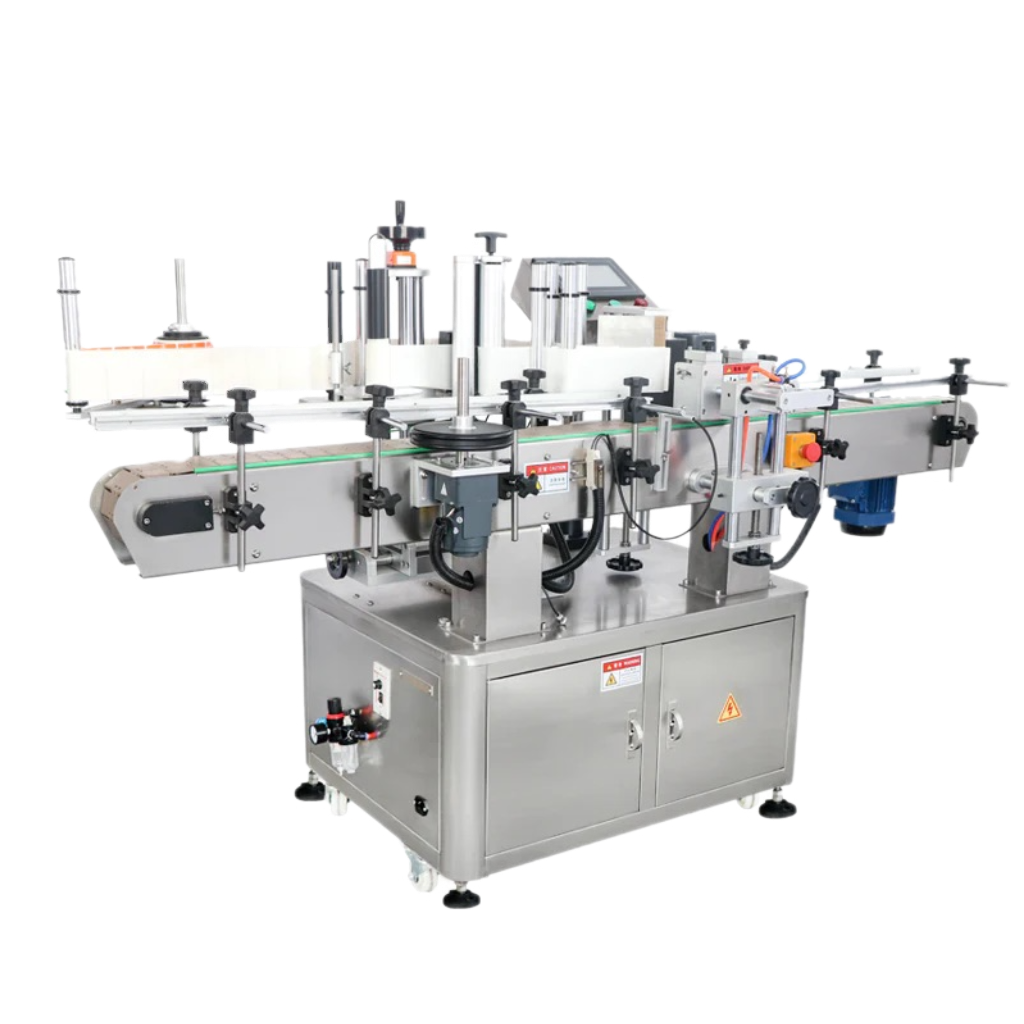
There is no universal figure. It depends on upstream behaviour, cartoner recovery, bottle stability, permissible back-pressure and the required line efficiency.
A line controller or clearly defined master machine may coordinate speed and status, but the architecture should be agreed during controls design rather than assumed.
Send your bottle, carton, output and layout details. We will help you shortlist the right machine format and integration approach.